


单螺杆片材挤出机如6 5/132型锥形双螺杆挤出机给料段功率配置已达9 kW;二是改革螺杆螺纹结构,在给料段或压缩段双头螺纹后设置一单头螺纹,有效提高螺槽的压缩比。挤出机给料段热量供给欠缺现象已比过去明显改观。但计量段剪切热过剩,依然制约着挤出效率的提高。在这个问题上我们也进行了专门的研究,现在我们的所有挤出机使用双螺杆都是特殊定做的,其参数都是经过调整,适当增加了计量段螺菱与螺菱之间的间隙,以适应我们的超高速挤出的。剪切热除受螺杆结构的制约外,还直接受给料速度与挤出速度比的影响。当降低计量段设定温度,加热圈已停止加热,冷却装置不停顿工作,显示温度控制无效时,可根据需要,依照如下程序,采取相应措施,以有效降低计量段显示温度:单螺杆片材挤出机5. 1. 一是降低螺杆设定温度,降低螺杆设定温度,可以用油冷却的方法,转移计量段多余的剪切热。但降低螺杆设定温度,亦会降低给料段物料温度。当挤出机给料段配置加热圈功率较低时,降低螺杆设定温度,应兼顾给料段控温度的需要,不要顾此失彼。单螺杆片材挤出机5. 2. 二是适当降低给料速度,适当降低给料速度,可以减少剪切热(我们称降低扭矩)。在挤出机螺杆转速一定条件下,提高或降低给料速度,是调整剪切热的有效手段。但降低给料速度亦会降低给料段物料温度,给料段与计量段物料对剪切热的需要是互为矛盾的。同螺杆温度设定一样,当挤出机给料段配置加热圈功率较低时,降低给料速度,也要兼顾给料段温度控制的需要。同时过度降低给料速度,导致计量段熔体不能完整包裹螺槽,也会加大螺绫与螺筒的磨损,出现所谓的“扫樘” (及螺杆螺筒的中间部分过度磨损)症状。单螺杆片材挤出机5. 3. 三是适当降低挤出速度与给料速度比,给料速度和挤出速度同是和挤出量有关的概念,又各自有不同的职能。给料速度宜与外供热相协调,以调整剪切热大小与物料塑化程度;挤出速度宜与牵引速度相协调,以调整挤出量和壁厚。当采用给料速度调整计量段显示温度,无法兼顾给料段显示温度时,才有必要降低挤出速度与给料速度比,一方面减少了计量段熔体的剪切热,另一方面延长了物料在给料段的停留时间,以利塑化。应当指出:降低计量段设定温度,主要是控制剪切热,防止物料降解,并非设置温度越低越好。
密炼机 http://www.jdldh.com
高填充造粒机 http://hkb888.qqzyw.com/
EVA片材挤出机 http://hyt888.qqzyw.com/
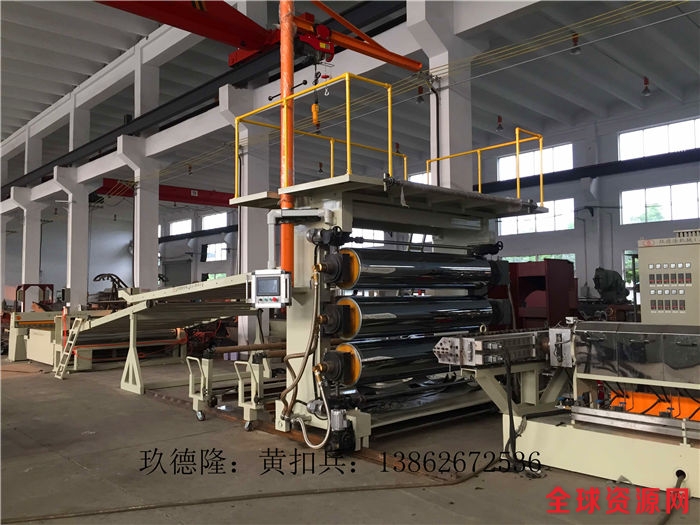
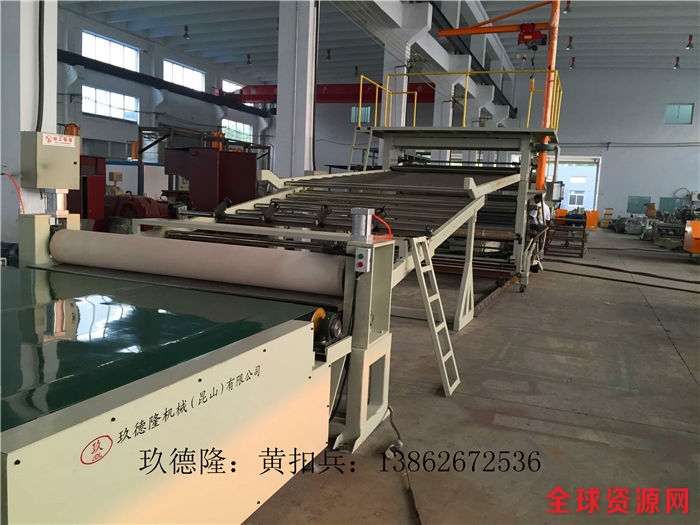
片材挤出机 http://hkbjdl.qqzyw.com
塑料造粒机 http://hkbhkb.qqzyw.com/